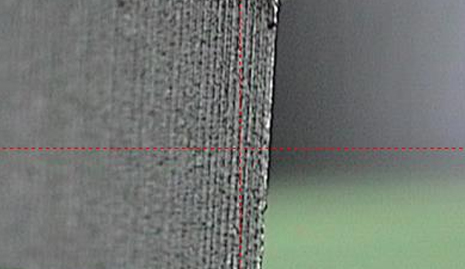
BEFORE BREAK-IN
Tooth tips are very sharp and sometimes with some small burs from manufacturing.
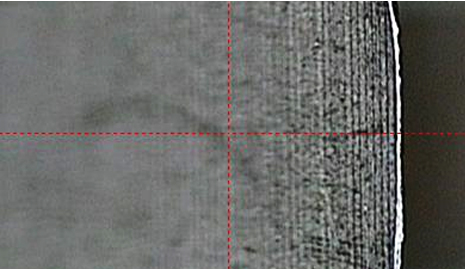
AFTER PROPER BREAK-IN
Proper break-in makes blades gain a good tooth tip with small round cutting edge,which is beneficial for prolonging blade life.
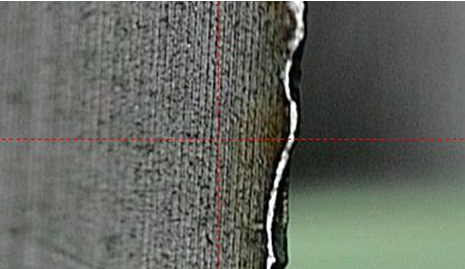
AFTER IMPROPER BREAK-IN
lmproper break-in results in disastrous chipping on tooth tips,which shortens blade life greatly.
For bi-metal bandsaw blade
√Use the recommended band speed for the material you want to cut.
√Reduce the feed rate with 30-40%.
√Run the blade for 30-60 min and slightl yincrease the feed with every cut.
√Set band speed and feed rate as normal.
For carbide bandsaw blade
√For the 1st cut,set feed and band speed parameters as for a bimetal.
√For the second cut increase band speed,while avoiding vibration.
√Then increase feed to match band speed while avoiding vibration.
√Repeat second cut till you have reached normal parameter values for a carbide blade.
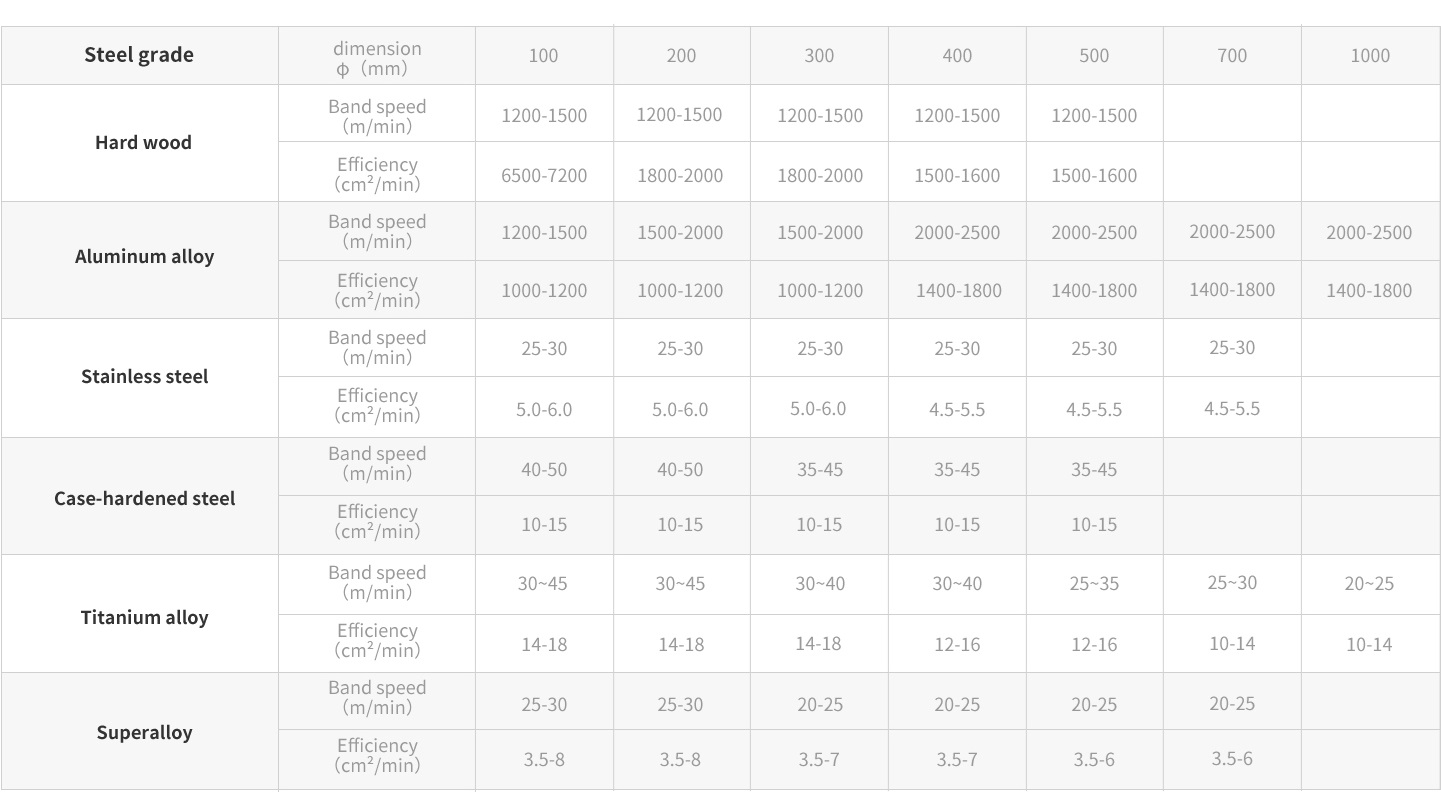
For bi-metal bandsaw blade
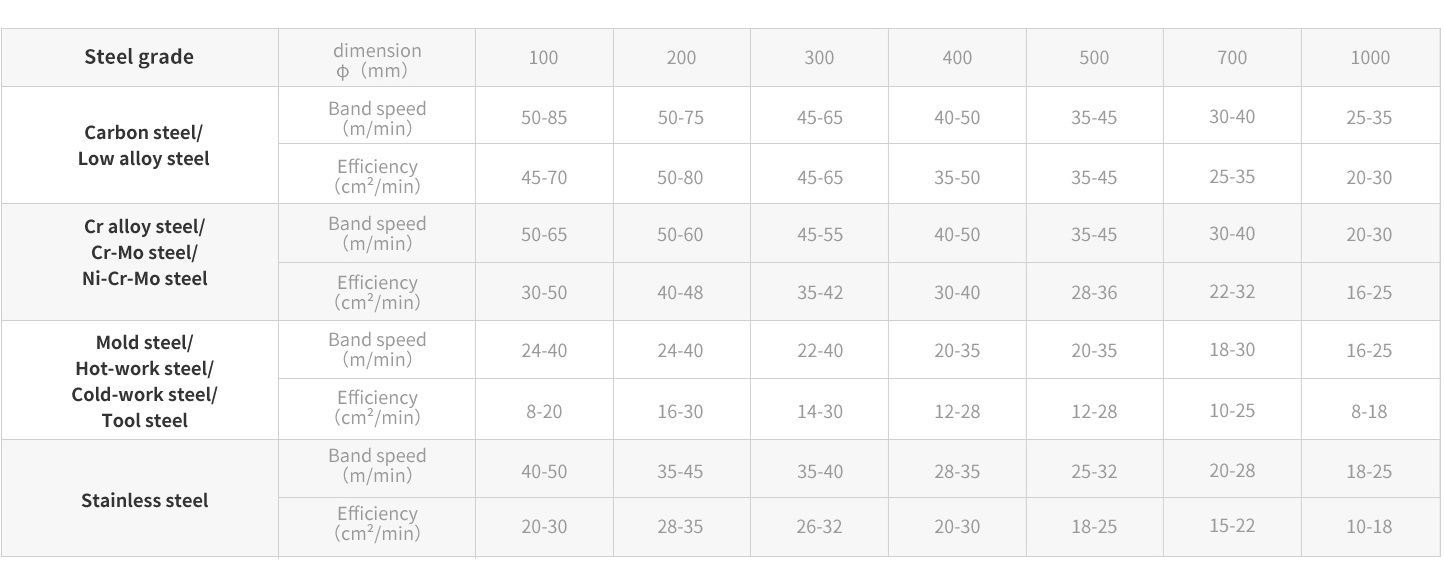
The chart is only for materials with hardnes of 20HRc or 225HB.When hardness ~30HRc or 283HB,slow the speed to 70% of the recommended in the char.When hardness~35HRc or 330HB,slow the speed to 60% of the recommended in the chart.Bi-metal is not suggestible for workpiece with hardness higher than 40HRc .
Actually,bandsawing parameter is strongly afected by external factors like machine condition,materials,fuid,etc.So your experience is very important.
For carbide bandsaw blade
Copyright © 2025 Bichamp Cutting Technology (Hunan) Co.,Ltd.



